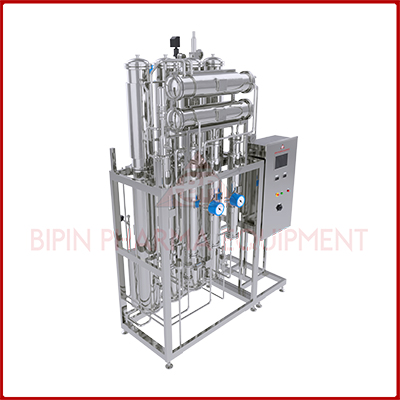
Multi Column Distillation Plant in Haridwar
A Multi-Column Distillation Plant, also known as a Multi-Effect Distillation (MED) Plant, is a sophisticated and high-capacity system used in pharmaceutical, biotechnology, and healthcare industries for the production of high-purity distilled water and WFI (Water for Injection). These plants are designed to meet stringent regulatory requirements and ensure the production of sterile and ultra-pure water for critical applications.
Multi-Column Distillation Plant Machine Capacity Range : 80 Litres To 5,000 Litres

Here are the key salient features of a Multi-Column Distillation Plant:
-
Distillation Process: Multi-Column Distillation Plants employ a multi-effect distillation process that utilizes multiple columns, each with a different pressure and temperature profile, to achieve highly efficient water purification.
-
High-Purity Water Production: These plants are capable of producing water with high purity, meeting the requirements of pharmacopeias for sterile water and WFI.
-
Automatic Operation: Many Multi-Column Distillation Plants are fully automated, with PLC (Programmable Logic Controller) systems for process control, ensuring consistent and reliable water production.
-
Closed System: Distillation plants are typically closed systems with aseptic connectors, preventing contamination of the purified water.
-
Material Compatibility: Components and materials used in the construction of these plants are chosen for their compatibility with pharmaceutical-grade water and cleaning agents.
-
Modular Design: Some plants feature a modular design, allowing flexibility in terms of capacity, components, and process steps, enabling customization to specific production needs.
-
Integrated Controls: Control panels include user-friendly interfaces with digital displays and controls for setting and monitoring critical process parameters, including temperature, pressure, and flow rates.
-
Documentation and Compliance: Multi-Column Distillation Plants are designed to comply with regulatory standards such as cGMP (Current Good Manufacturing Practices) and pharmacopeia requirements, and they often come with comprehensive documentation packages, including validation documentation (IQ, OQ, DQ/Manual), to ensure regulatory compliance.
-
Efficiency and Energy Recovery: Multi-Column Distillation Plants are energy-efficient, utilizing heat recovery systems to maximize energy efficiency and reduce operating costs.
-
Sampling and Monitoring: They include features for in-process sampling and monitoring to ensure the quality and integrity of the purified water.
-
Sterilization and Sanitization: These plants are designed for ease of cleaning, sterilization, and sanitization, with validated processes to prevent cross-contamination.
-
Safety Interlocks: Multi-Column Distillation Plants have safety interlocks and alarms to ensure operator safety and process integrity.
-
Water Quality Monitoring: Continuous water quality monitoring systems are often integrated to ensure that the produced water meets the required specifications.
-
Distillation Columns: The distillation columns are designed with high-efficiency internals and efficient heat exchange surfaces to maximize distillation efficiency.
-
Condensation Systems: Advanced condensation systems are used to efficiently convert vaporized water into purified liquid water.
-
Heat Sources: Multiple heat sources, including steam, electric, or hot water, may be utilized for the distillation process.
-
Operator Training: Comprehensive operator training and documentation are provided to ensure correct and safe plant operation.
Multi-Column Distillation Plants are critical in pharmaceutical manufacturing, ensuring the production of sterile and ultra-pure water for a wide range of critical applications, including parenteral drug manufacturing and sterile equipment cleaning. Their advanced features and strict adherence to regulatory standards are essential for maintaining product quality and patient safety.
Enquire Now?
